
Compressed Biogas (CBG) System
Fully Integrated. Grid-Ready. Engineered for Real-World Variability.

.svg)
Overview
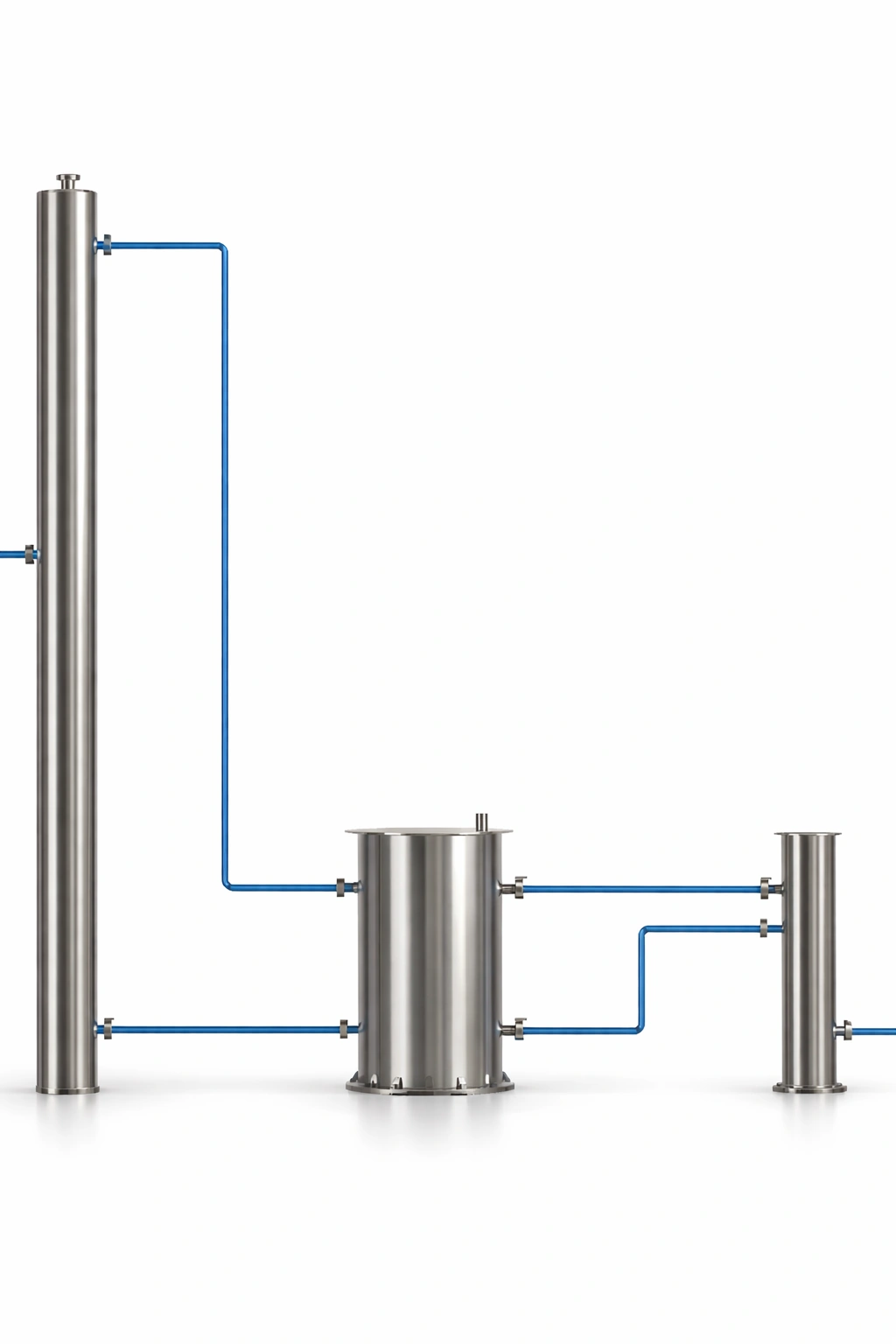
CRA's Compressed Biogas (CBG) Production System converts raw biogas from anaerobic digesters, landfills, and wastewater plants into high-purity biomethane ready for grid injection, vehicle fuel, or industrial use. The system integrates multi-stage H₂S scrubbing, biogas dehumidification, membrane upgrading, compression, and safety systems under a single engineering package designed, manufactured, and commissioned by CRA.
Key Benefits
Multi-stage membrane upgrading and pre-conditioning delivers grid-ready CBG with >99% CH₄ and minimal methane slip
Integrated design eliminates failure points across the gas train. Fewer trips, fewer contaminants, and proactive fault diversion keep the plant running continuously
CRA engineers the full gas pre-conditioning chain from scrubber and dehumidifier to compressor skids, so membranes see stable, clean gas and achieve their rated service life
Containerized or skid-mounted configurations enable rapid deployment and easy capacity expansion as plant output grows
A unified control logic spans every subsystem. If H₂S spikes or moisture breaks through, the system automatically diverts gas to the flare, protecting membranes and product quality
The CRA Edge
One of the few suppliers with decades of in-house experience across both gas pre-conditioning (scrubbing, dehumidification, compression) and membrane upgrading
End-to-end design, R&D, fabrication, controls, and commissioning under one roof for accountability, speed, and technical continuity across the full gas train
ISO 9001, ASME Standards, API certification, and CE marking. Deployed in 25+ countries with proven performance in diverse regulatory environments
Customized designs to match feedstock variability, site constraints, end-use specifications, and long-term operational objectives
Applications








.webp)




Frequently Asked Questions
What is the difference between a CBG system and a simple biogas upgrading unit?
A standalone upgrading unit only separates CH₄ from CO₂. A CBG Production System integrates the full upstream gas pre-conditioning chain — H₂S removal, moisture control, compression, and safety systems — alongside the upgrading membrane. This matters because membrane performance and longevity are entirely dependent on the quality and stability of the inlet gas. CRA's integrated approach manages the complete gas train so the upgrading unit operates in its ideal window.
Which H₂S scrubbing technology does CRA use in a CBG system?
Technology selection depends on inlet H₂S concentration, gas flow, plant scale, and operating profile. CRA offers chemical (NaOH) scrubbers for smaller systems and instant on-off duty, biological scrubbers for low OPEX and environmentally sensitive sites, and bio-regenerative chemical scrubbers for high-load, continuous applications requiring minimal chemical consumption. Multi-stage combinations are also engineered where inlet conditions demand it.
What methane purity can the system achieve, and is it grid-ready?
CRA's CBG system is designed to achieve greater than 98% methane concentration with CO₂ below 0.5%, meeting typical grid injection and Bio-CNG quality requirements. Exact output specifications are engineered to match the customer's end-use standard, whether that is the Indian CGD network, Euro standards for biomethane injection, or vehicle fuel quality norms.
How does CRA's integrated approach reduce methane slip?
Low methane slip is an outcome of stable inlet gas quality and tight process control, not just membrane selection. CRA's pre-conditioning chain keeps the upgrading module in its ideal operating window across real-world variability in feedstock, temperature, and flow — minimising off-spec episodes that drive methane loss and missed revenue.
What happens to off-spec gas or gas that cannot be upgraded?
CRA includes a dedicated biogas flare as part of the integrated system. When the upgrading unit is offline, during start-up, shutdown, or if gas quality drifts out of specification, the control system automatically diverts gas to the flare for safe, compliant combustion. This protects membranes, prevents unsafe gas accumulation, and keeps the plant compliant at all times.
Can the system handle variable biogas flow and composition?
Yes. CRA designs the full gas train — from compressor controls through scrubber dosing to membrane operating pressure — to tolerate real-world variability in methane content, H₂S levels, moisture, and flow rate. The system-level automation detects adverse changes and responds automatically, either adjusting operating parameters or diverting gas safely.
How long does commissioning take and what does CRA validate on-site?
Commissioning timelines depend on project scope and site readiness, but CRA conducts live performance validation of every subsystem: H₂S removal efficiency, dew point achievement, membrane purity output, compression stability, flare ignition, and full automation logic. A Performance Guarantee Test Run confirms that all design targets are met before handover.